TOPPANホールディングス株式会社
非接触・高精度、遠距離から検知可能、スマートファクトリー化の促進へ貢献
慶應義塾大学(所在地:東京都港区、塾長:伊藤 公平)と、TOPPANホールディングス(本社:東京都文京区、代表取締役社長CEO:麿 秀晴)は、量子カーネル※1を活用した異常検知システムを開発し、従来の古典的手法では困難だった長距離での高精度異常検知を実現しました。
本研究成果は、量子コンピューティングの国際会議「QCE25」テクニカルペーパーQMLトラックに採択され、2025年9月5日AM 10:30(日本時間9月6日AM 1:30)に発表されました。
1.本研究のポイント
・遠距離での安定した高精度検知:量子カーネルにより、3m離れた地点でも92%以上の高い精度を維持(従来手法は38%まで低下)
・複数異常の同時分類:単一の非接触センサー(指向性マイクロフォン)で複数の製造設備異常を検知・分類することに成功
・視覚的診断機能:異常タイプを異常音のデータがグラフ上の決まった位置に集まることを発見。保守担当者が直感的に故障箇所を特定できる可能性を示唆
2.研究背景
スマートファクトリー化が進む製造業において、設備の異常検知は製造効率と製品品質の向上に不可欠です。しかし、従来の異常検知システムは各設備に複数の振動センサーを物理的に取り付ける必要があり、設備数の増加に比例してセンサー数が急激に増大するという課題を抱えていました。また、センサーの配線工事や電力供給のコストが膨大で、従来の機械学習モデルの構築には数万点のデータが必要という問題もありました。
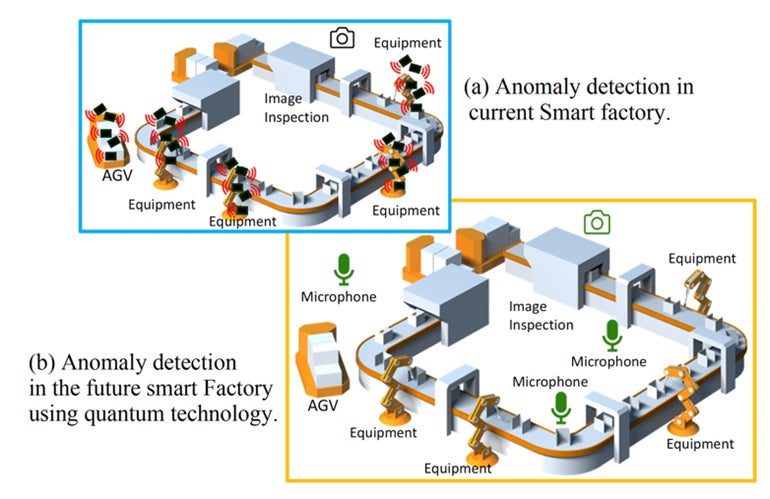
これらの課題を解決するため、量子カーネルを活用することで、非接触で複数の異常検知を可能にできる仮説を打ち立てました(図1)。
3.研究手法
本研究では、図1の概念図に基づく実験環境を構築するために、まずコンベアとチェーンベルトマシンを隣同士に設置し、以下の技術を組み合わせた新しい異常検知システムを組み立てました。
・技術的アプローチ
1.音響信号の非接触収集:指向性マイクロフォン※2を用いて、非接触で音響信号を収集しました。その時、コンベア(CON)とチェーンベルトマシン(CHA)が設置されている位置と非接触センターとの間の距離を変化させてその影響を調べました。
2.AR(Auto Regressive/自己回帰)モデル※3による特徴抽出:収集した時系列音響データから係数パラメータを抽出し、特徴量に置き換えました。
3. カーネル空間を用いた分類:機械の音から抽出した特徴データをこの特殊な空間にマッピング(配置)することで、『正常な状態』と『異常な状態』を明確に分離(1クラス SVM※4分類器を利用)し、誰の目にも分かる形で異常を判定できるようにしました。
・実験結果
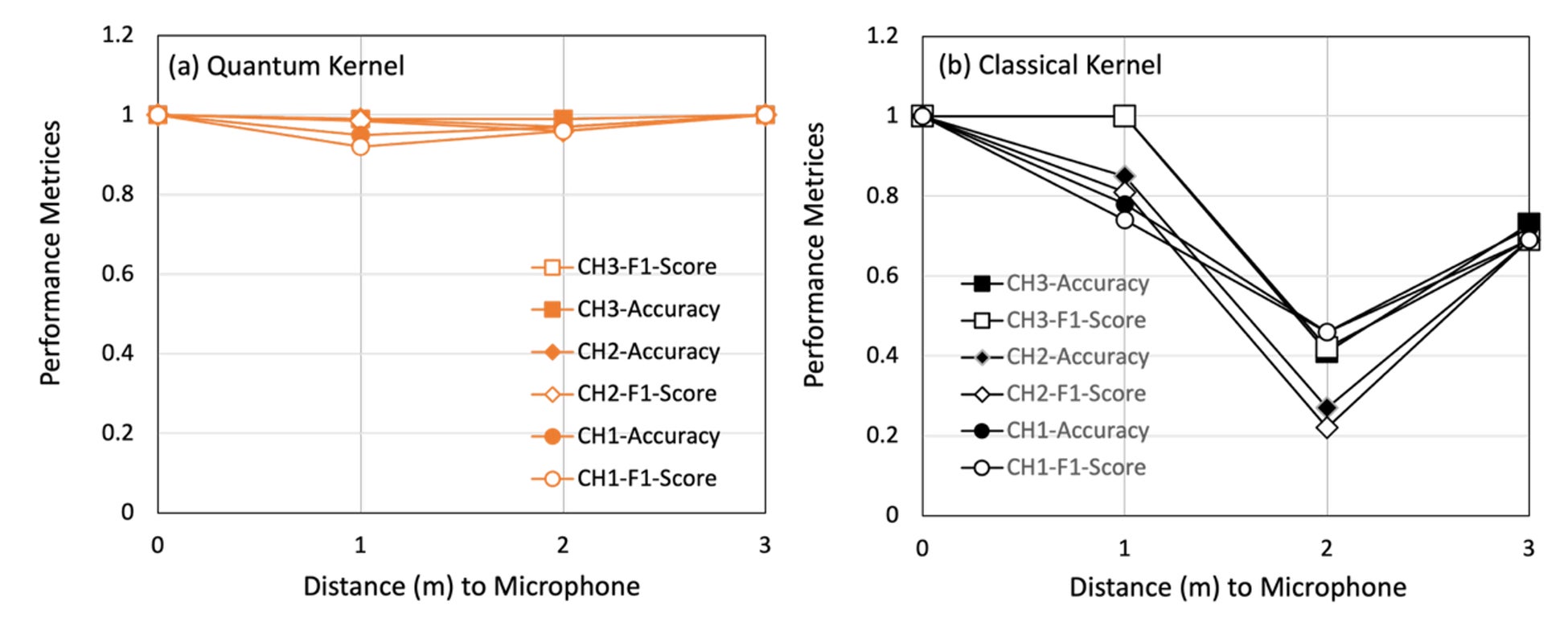
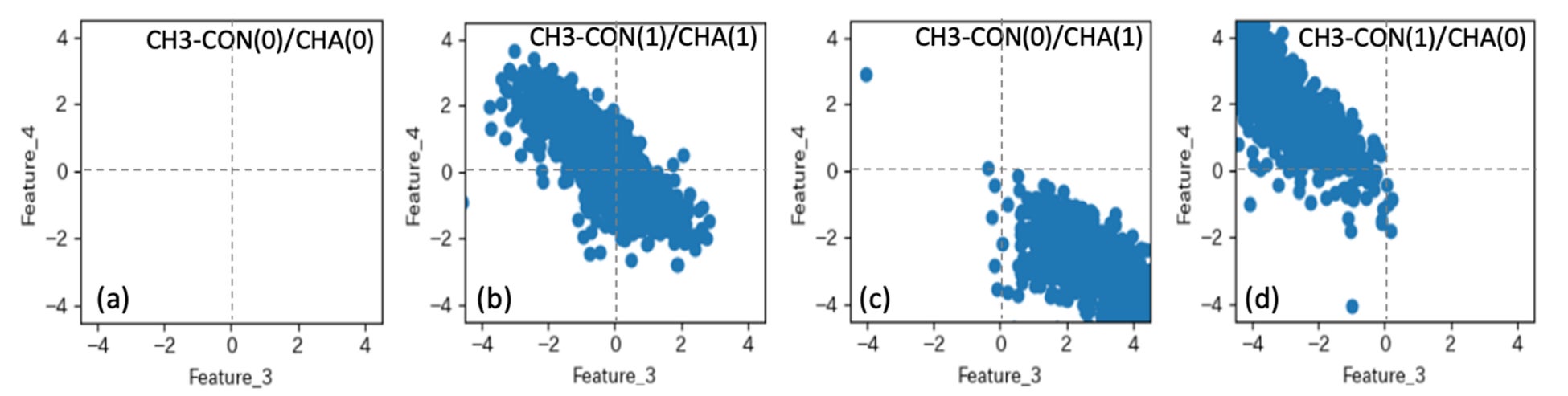
量子カーネルを用いた非接触異常検知システムが、0-3mの全距離において92%以上の高い精度を維持することを実証しました。一方、従来のRBFカーネルは2m地点で38%まで性能が大幅に低下し、統計的に有意な差(p<0.05、効果量Cohen’s d=1.49)が確認されました。(図2)また、特徴空間の可視化により、コンベア(CON)の異常は第2象限、チェーンベルトマシン(CHA)の異常は第4象限に明確に分離され、単一の非接触センサーで複数設備の異常タイプを同時に分類できることが示されました。(図3)この成果により、従来の接触型センサーを大幅に削減しながら、遠距離での高精度異常検知が可能となり、スマート製造の実現に向けた重要な技術基盤が確立されました。
・距離性能:従来のRBFカーネル法では、2m地点で38%まで異常検知の性能が低下しました。一方で、本研究グループが構築した新しい異常検知システムでは、非接触の状況においても、0-3mの全距離で量子カーネル空間を用いた分類で92%以上の精度を維持しました(図2)。
・統計的有意性:T検定の結果、従来手法と新システムではp<0.05、効果量(Cohen’s d)1.49の大きな実用的差異を確認しました。
・視覚的分類機能 : 様々な特徴空間の中から、異常の種類を見分ける最適な組合せを発見し、グラフ化することに成功 。このグラフを使えば、複数の異常が同時に発生した場合でも、それぞれの異常がどのエリアに分布するかで異常の種類を特定できます(図3)。
・コンベア異常:主に第2象限に集中していました(図3-d)。
・チェーンベルト異常:第4象限に集中して見られました(図3-c)。
・両方異常:両象限に分散して現れる傾向を示しました(図3-b)。
4.今後の展開
本研究成果は、次世代スマートファクトリーの実現に向けた重要な技術基盤の1つとなり得ます。慶応義塾大学とTOPPANホールディングスは、今後さまざまな状況下での実証を行い、製品品質の安定化、導入・運用コストの削減等を進め、量子技術を産業界へ応用実装し、次世代製造システムの標準技術確立に寄与します。
・短期的展開(1-2年): より多様な製造設備での検証実験、実際の工場環境での実証実験、異常タイプの拡張(4種類以上の同時検知)
・中期的展開(3-5年): 商用量子コンピューター上での実装、他の非接触センサー(振動、電磁波等)との組み合わせ、医療データ、金融データへ量子異常検知技術の応用拡大
・長期的展開(5-10年): 量子耐故障コンピューティング(FTQC)での完全量子アルゴリズムでの実装、産業界全体への量子技術導入促進、次世代製造システムの標準技術確立
■ 原論文情報
・タイトル: Quantum Kernel Anomaly Detection Using AR-Derived Features from Non-Contact Acoustic Monitoring for Smart Manufacturing.
・著者: Takao Tomono (Keio University), Kazuya Tsujimura (TOPPAN Holdings Inc.)
・発表先: IEEE Quantum Computing and Engineering Conference 2025 (IEEE QCE25)
・発表日時:2025年9月5日金曜日10:30-11:00
・セッション:TP83 QML ID 150
・研究助成: NEDO [JPNP23003], JST [JPMJPF2221]
・DOI: 10.1109/QCE65121.2025.00195(一般公開されるのは数ヶ月以内の予定です)
なお本研究は、NEDO(国立研究開発法人新エネルギー・産業技術総合開発機構)の量子・古典ハイブリッド技術のサイバー・フィジカル開発事業(課題番号:JPNP23003)、およびJST(国立研究開発法人科学技術振興機構) 共創の場形成支援プログラム「量子ソフトウェアとHPC・シミュレーション技術の共創によるサスティナブル AI 研究拠点」(課題番号:JPMJPF2221)の支援を受けたものです。
<用語説明>
※1 量子カーネル: 量子コンピューターの状態空間を活用して、古典的機械学習の特徴空間を指数関数的に拡張する技術
※2 指向性マイクロフォン: 特定の方向からの音を選択的に収集するセンサー
※3 AR(自己回帰)モデル: 時系列データにおいて、過去の値から現在の値を予測する数学モデル
※4 1クラスSVM: 正常データのみを学習し、異常データを検知する機械学習手法
以 上